

M7 High-Speed Steel
I. Chemical Composition of M7 High-Speed Steel

II. Properties and Applications
After heat treatment, M7 steel attains extremely high hardness, enabling it to effectively resist wear during machining and significantly extend tool service life.
Applications: Used in various high-load, high-precision machining scenarios.
III. Metallographic Structure
M7 high-speed steel: coarse carbide particle size and eutectic carbide non-uniformity

Grain size and tempered structure of M7: using quenching at 1190°C + tempering at 560°C for 2 hours, 3 times

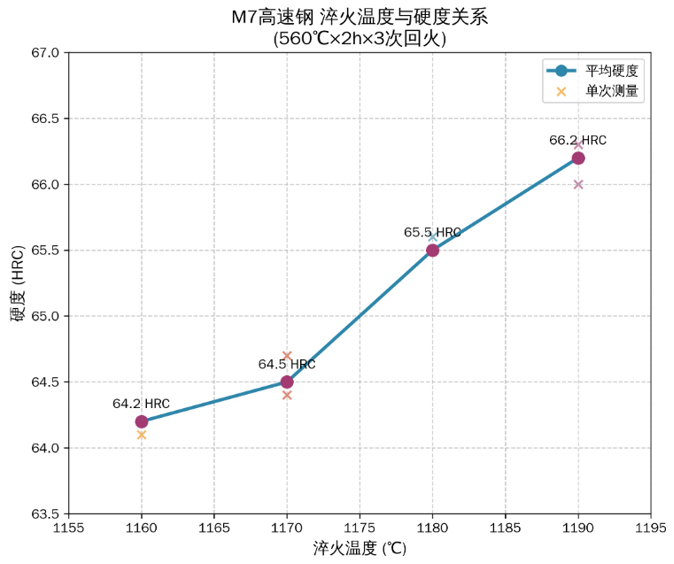
IV. Quenching Temperature – Hardness Curve
The hardness values and corresponding curves for M7 after heat treatment (560°C × 2 h × 3 times) are as follows:

V. Wear Resistance Test
Test plan: Comparative testing of M2 and M7 using white corundum as the friction medium on a friction tester.
Heat treatment process: M7 specimens of different specifications were quenched at 1160°C, 1170°C, and 1190°C respectively, followed by tempering at 560°C for 2 hours, 3 times.

VI. Cutting Tool Test (Actual Case) – 6542 vs. M7
Basic test conditions:
Product name: ground drill
Comparison materials: 6542 / M7
Workpiece material: 40Cr, hardness 28–30 HRC
Clamping method: rigid chuck
Cooling method: full-synthetic cutting fluid
Machine model: VCM650
Cutting method: blind hole

VII. Test Conclusions
Through cutting tool testing on M7 ground drills, the recommended heat treatment process is 1190°C quenching + 560°C tempering for 2 hours, 3 times. Under this temperature combination, the material exhibits optimal performance and can surpass the performance of M2 (6542) steel.