

Sulfur-Containing Free-Cutting Die Steel H11S
I. Product Overview and Market Positioning of H11S
1、Market positioning: Economical, easily machinable improved H11 hot-work die steel.
Designed as a replacement for conventional H11, targeting cost reduction in mass production of mold components. It is aimed at customers producing small-part zinc-alloy die-casting molds (e.g., zipper heads) and injection mold lifters/sliders.
2、 Cutting performance optimization: Enhancing material applicability by leveraging strengths and mitigating weaknesses.
Conventional H11 from the mill typically has S ≤ 0.02%. By increasing sulfur content to 0.07–0.12%, an improved free-cutting H11 is obtained. The formation of MnS sulfides improves machinability, though at the cost of reduced toughness and thermal fatigue resistance. However, the working conditions of zipper molds, small zinc die-casting parts, and injection mold lifters/sliders happen to avoid the disadvantages of high sulfur content while maximizing its free-cutting advantages.
3、 Core value: Retaining substrate performance while achieving modified efficiency gains.
Preserves the traditional H11 matrix advantages: heat resistance, nitridability, minimal heat-treatment distortion, and good wear resistance. With the addition of 0.07–0.12% sulfur to form MnS inclusions, the material offers improved machinability, higher finishing efficiency, lower tool wear, and reduced processing costs.
II. Chemical Composition and Technical Characteristics of H11S

Conventional 1.2343 from the mill typically has S ≤ 0.01%. By increasing sulfur content to 0.07–0.12%, an improved free-cutting H11 is obtained. The formation of MnS sulfides improves machinability, though at the cost of reduced toughness and thermal fatigue resistance. However, the working conditions of zipper molds (zinc-alloy die-casting) and injection mold lifters/sliders happen to avoid the disadvantages of high sulfur content while maximizing its free-cutting advantages.
III. Primary Application 1 of Sulfur-Containing Free-Cutting Die Steel H11S: Zipper Molds and Small-Part Zinc-Alloy Die-Casting Molds

Reasons for suitability:
Complex and fine cavity details in zipper molds — free-cutting advantage is maximized.
Zipper molds are densely populated with fine tooth grooves and small inserts, requiring extensive milling, engraving, and small-hole machining. MnS improves chip breaking, reduces tool sticking, and lowers tool wear. For large-volume mold opening, the processing cost is significantly lower than that of conventional low-sulfur H11.
Low forming temperature of zipper molds — no severe thermal shock.
Plastic/TPU zipper molding temperatures are ≤ 220°C, with minimal thermal cycling, thus avoiding the thermal cracking drawback associated with high sulfur content. The substrate wear resistance and nitridability meet mass production requirements.
Low zinc melt temperature (390–430°C), and zinc products are mostly zipper heads and small clasps with relatively small core dimensions — no high-toughness matrix required.
The substrate offers wear resistance and anti-soldering properties, while the higher sulfur content optimizes machinability, achieving cost reduction in mass die-casting production.
IV. Primary Application 2 of Sulfur-Containing Free-Cutting Die Steel H11S: Injection Mold Lifters and Sliders

Reasons for suitability:
Machining advantages.
Lifters and sliders are non-standard small components with complex shapes, mating slots, clearance holes, and angled holes, requiring extensive machining, wire EDM, and finishing operations. With S = 0.07–0.12%, the material offers excellent free-cutting properties, enabling smooth turning, milling, and drilling operations, faster delivery, and lower processing costs — ideal for batch production.
Service condition compatibility.
Injection molding temperatures are mild without high thermal shock. The components are subjected only to reciprocating friction, without heavy impact loads, thus avoiding the toughness drawback of high sulfur content. The substrate exhibits minimal heat-treatment distortion and can be nitrided for wear resistance, meeting precision assembly and wear-resistance requirements.
V. Cleanliness Level of Sulfur-Containing Free-Cutting Die Steel H11S

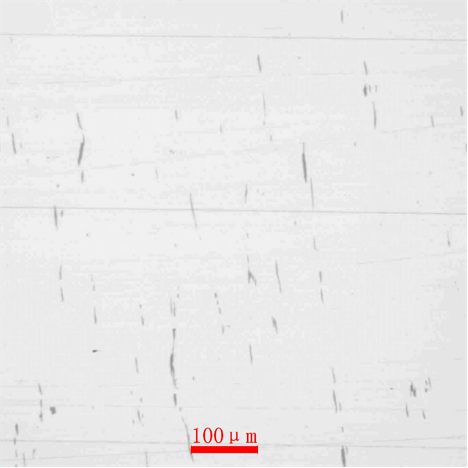
Sulfide inclusion morphology is improved during the melting of sulfur-containing steel through VD (vacuum degassing) plus calcium wire feeding (calcium treatment). This modifies and refines MnS sulfide inclusions, effectively reducing the formation of elongated sulfide inclusions.
VI. Quenching and Tempering Hardness Curve of H11S
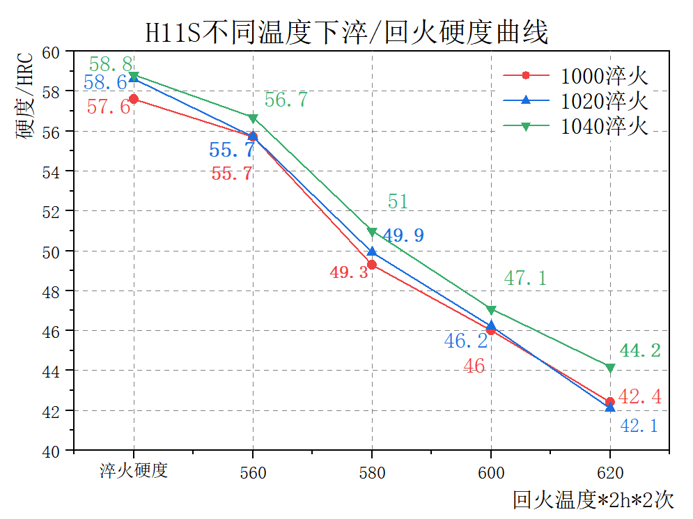
Recommended heat treatment process for customers: quenching at 1000–1020°C, tempering at 590–610°C, to achieve a hardness of 44–46 HRC.